Переключатель 5-20KHZ машины термической обработки индукции экрана легкого прикосновения 120KW мягкий
![]()
ТОПЛЕНИЕ ИНДУКЦИИ
Индукция начинает с катушкой проводного материала (например, меди). Как настоящие подачи через катушку, произведено магнитное поле в и вокруг катушке. Способность магнитного поля сделать работу зависит от дизайна катушки так же, как количество настоящий пропускать через катушку.
Направление магнитного поля зависит от направления настоящей подачи, так переменный ток через катушку приведет в магнитном поле изменяя в направлении на таком же тарифе как частота переменного тока. течение AC 60Hz причинит магнитное поле переключить направления 60 раз секунда. течение AC 400kHz причинит магнитное поле переключить 400 000 раз секунду.
Когда проводной материал, часть работы, будет помещен в изменяя магнитном поле (например, поле произведенное с AC), напряжение тока будет наведено в части работы (законе Фарадея). Индуктированное напряжение приведет в подаче электронов: настоящий! Настоящий пропускать через часть работы пойдет в противоположное направление как течение в катушке. Это значит что мы можем контролировать частоту течения в части работы путем контролировать частоту течения в катушке.
По мере того как настоящий подачи через средство, там будут некоторым сопротивлением к движению электронов. Это сопротивление показывает вверх как жара (тепловое действие джоуля). Материалы которые более устойчивы к подаче электронов передадут с больше жары как настоящие подачи через их, но ее определенно возможны для того чтобы нагреть сильно проводные материалы (например, медь) используя наведенный поток. Это явление критическое для индуктивного топления.
![]()
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ МАШИНЫ ТОПЛЕНИЯ ИНДУКЦИИ:
| Модель | GYTS-120AB (трехфазное) |
| Сила работы | 340V-430V |
| Максимальное течение входного сигнала | 150A |
| Сила выхода | 120KW |
| Изменяя частота | 5-20KHZ |
| Течение выхода | 400-4000A |
| Расход потока охлажденной воды | 0.08-0.16Mpa 12L/Min |
| Пункт предохранения от температуры воды | 50C |
| Размер продукта | основной: 770*550*1510MM |
| трансформатор: 950*420*770MM | |
| Чистый вес | основной: 145kg |
| трансформатор: 108kg |
![]()
ПРИНЦИП РАБОТЫ:
Продукты нагретые индукцией не полагаются на конвекции и радиации для доставки жары к поверхности продукта. Вместо этого жара произведена в поверхности продукта подачей течения. Жара от поверхности продукта после этого возвращена через продукт с термальной кондукцией. Глубина к которой жара произведена сразу используя наведенный поток зависит от что-то вызвала электрическую глубину ссылки.
Электрическая глубина ссылки зависит значительно от частоты переменного тока пропуская через часть работы. Течение более высокой частоты приведет в более мелкой электрической глубине ссылки и более низкое течение частоты приведет в более глубокой электрической глубине ссылки. Эта глубина также зависит от электрических и магнитных свойств части работы.
![]()
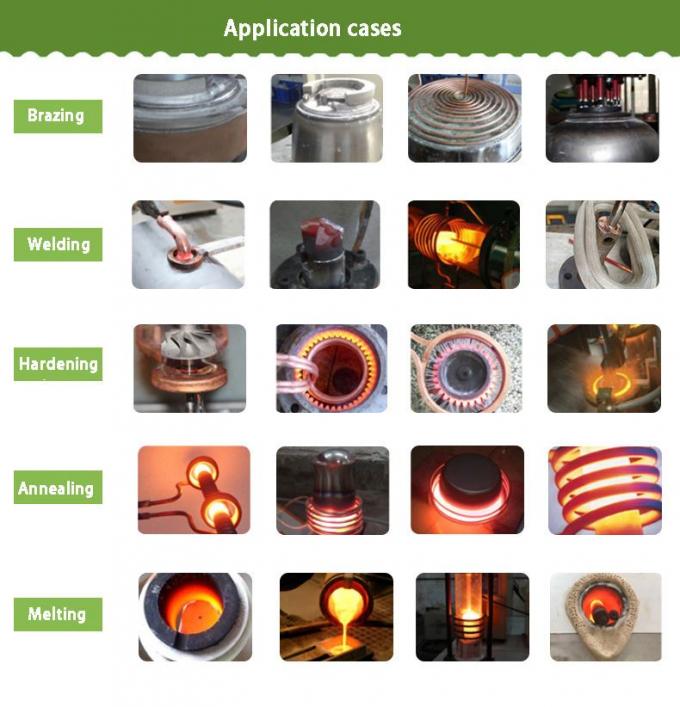
ПРИМЕНЕНИЯ МАШИНЫ ТОПЛЕНИЯ ИНДУКЦИИ:
1. Нагревающ (горячая вковка, горячий штуцер и выплавка)
Горячая вковка направляет изготовить части работы некоторой температуры (различные материалы требуют различных температур) в другие формы через кузнечнопрессовую машину с помощью прессе пунша, ковочной машине или другим оборудованиям, для примеров, горячего штранг-прессования случая дозора, флана дозора, ручки, аксессуара прессформы, изделий кухни и таблицы, изделий искусства, стандартной части, крепежной детали, изготовленной механической части, бронзового замка, заклепки, стального штыря и штыря.
Горячий штуцер ссылается на соединение различных металлов или металлов с неметаллами через топление основанное на принципе горячего расширения или горячей выплавки, для примеров, врезанной заварки медного ядра радиатора компьютера с алюминиевой сетью листа и диктора, смеси стальной и пластиковой трубки, герметизировать алюминиевой фольги (корки зубной пасты), ротора мотора и герметизировать трубчатого элемента электрообогревателя.
Выплавка главным образом направляет расплавить металл в жидкость путем использование высокой температуры, которая главным образом применима к выплавке утюга, стали, меди, алюминия, цинка так же, как различных благородных металлов.
2. Термическая обработка (поверхность гасит)
Погасите для различных оборудования и инструментов, как плоскогубцы, ключ, молоток, ось, привинчивая инструменты и ножницы (ножницы сада).
Погасите для различных штуцеров автомобиля и мотоцикла, как кривошин, ведущий шатун, штырь поршеня, цепной шкив, алюминиевое колесо, клапан, вал руки утеса, semi вал привода, небольшой вал и вилка. Различные электрические инструменты, как шестерня и оси.
Погасите для механических инструментов, как палуба токарного станка и ведущий брус.
Погасите для различных частей металла оборудования и, который подвергли механической обработке частей, как вал, шестерня (цепной шкив), кулачок, цыпленок и струбцина etc.
Погасите для прессформ оборудования, как прессформа небольш-размера, аксессуар прессформы и внутреннее отверстие прессформы.
3. Заварка (паяйте заварку, серебряный паять и паять)
Заварка различных режущих инструментов оборудования, как алмазный резец, истирательный инструмент, сверля инструмент, сплав увидела лезвие, резец твердого сплава, филируя резец, рейбор, инструмент планирования и твердый бит центра.
Заварка устройства различного оборудования механического: Серебряные паять и паять металлов таких же разнообразия или различных разнообразий, как продукты туалета оборудования и кухни, refrigerating медный штуцер, штуцер украшения лампы, штуцер прессформы точности, ручка оборудования, сбивалка, легированная сталь и стальное, стальное и медное так же, как медное и медное.
Заварка дна бака смеси главным образом применима к паяет заварку циркуляра, квадрата так же, как другого незаконного простого дна бака. Она также применима ясно для того чтобы паять заварку других металлов.
Заварка нагревая диска электрического горячеводного чайника главным образом ссылается на паяет заварку основания нержавеющей стали плоского, алюминиевого листа и трубчатых элементов электрообогревателя различных форм.
4. Обжигать (закалять и модуляция)
Отжиг различных продуктов нержавеющей стали, как консервная банка таза нержавеющей стали, обожженная и прессованная, обожженного сложенного края, обожженной раковины, трубки нержавеющей стали, tableware и чашки.
Обжигать различного другие части работы металла, как голова шара для игры в гольф, сигнал, латунный замок, штуцер меди оборудования, ручка кухонного ножа, лезвие, алюминиевый лоток, алюминиевое ведро, алюминиевый радиатор и различные алюминиевые продукты.
![]()
GY начинал бесподобный навык и объекты в поле топления индукции в КИТАЕ. GY поддерживает динамическую, интегрированную, управляемую решени команду оборудованную с инструментами необходимыми для быстро поставлять новаторские продукты, обслуживания, и проектированные решения.
Мы мир-ведущие изготовитель и пионер в развитии предварительной индукции и контролируемое оборудование атмосферы нагревая. Предложение общецелевое к полно-полностью готовым системам всасывания для почти каждого индустриалього сектора, мы обеспечиваем наших клиентов с качественными продучтами, экспертизой индустрии, эксплуатационной инженерией, оборудованием индукции, индуктором и дизайном и развитием индукции оборудуя, и 24/7 техническими обслуживаниями в одном положении.
Размещенный в Dongguan Китае, мы поддерживаем общее соображение мысли местной и действовать глобально. Как часть группы Inductotherm, клиенты GY имеют уникальный доступ к сильной глобальной вычислительной сети производственных площадей производства и обслуживания, вместе с полным диапасоном инженерства, установки и ремонтных услуг.