Машина паять индукции пульта управления DSP цифров для стали Stainess к латуни
![]()
Машина паять индукции
Паять индукции метод присоединения к 2 кусков металла вместе с третью, жидкого наплавного металла. Совместная область нагрета над точкой плавления наплавного металла но под точкой плавления будучи присоединенной металлов; наплавной металл пропускает в зазор между другими частями 2 металлов капиллярным действием и формирует сильное металлургическое скрепление по мере того как он охлаждает. всех методов доступных для металла присоединяясь, паять индукции может быть самыми разносторонними. Паяемые соединения имеют большую прочность на растяжение – они часто более сильны чем 2 металла будучи скреплянными совместно. Паяемые соединения отталкивают газом и жидкостью, выдерживают вибрацию и удар и без изменений нормальными изменениями в температуре. Потому что будучи присоединенными металлы сами не расплавлены, они не снованы или в противном случае не передернуты и не сохраняют их первоначальные металлургические характеристики. Потому что паяемые соединения имеют очень чистое, хорошо законченное возникновение, паять индукции часто предпочитаемый скрепляя процесс для изготовлять приспособления трубопровода, инструменты, тяжелое строительное оборудование и высококачественные продукты потребления. Процесс хорошо подойдет для присоединения к несходных металлов, которое дает дизайнеру собрания более материальные варианты. Сложные собрания можно изготовить в этапах путем использование наплавных металлов с прогрессивно более низкими точками плавления. Паять индукции относительно быстр и экономический, требует относительно низких температур и сильно способен к адаптации к автоматизации и постным изготовляя инициативам.
Требования к электической мощности:
Необходимо требовала для того чтобы нагреть вашу часть работы зависит дальше:
После того как мы определяем силу нужную для того чтобы нагреть вашу часть работы мы можем выбрать правильное оборудование топления индукции принимая эффективность катушки соединяя в рассмотрение.

Параметры оборудования паять индукции цифровым управлением DSP с экраном касания
| Модель | GYS-120AB (трехфазное) |
| Сила работы | 340V-430V |
| Максимальное течение входного сигнала | 180A |
| Сила выхода | 120KW |
| Изменяя частота | 10-50KHZ |
| Течение выхода | 400-4500A |
| Расход потока охлажденной воды | 0.08-0.16Mpa 12L/Min |
| Пункт предохранения от температуры воды | 50C |
| Размер продукта | основной: 870x695x1050mm |
| трансформатор: 850x420x750mm | |
| Чистый вес | основной: 123kg |
| трансформатор: 84kg |


![]()
ПРЕИМУЩЕСТВА МАШИНЫ ПАЯТЬ ИНДУКЦИИ
Паять индукции в дополнение к общему топлению индукции преимуществ приносит к виртуально любому нагревая процессу, там очень конкретные причины использовать топление индукции для промышленный паять. Эти включают выборочное топление, лучшее совместное качество, уменьшенные оксидацию и кисловочную чистку, более быстрые нагревая циклы и больше последовательных результатов.
• ВЫБОРОЧНОЕ ТОПЛЕНИЕ
Топление индукции можно прицелиться для того чтобы снабдить жару очень небольшие зоны в пределах плотных допусков продукции. Только нагреты те зоны части в пределах близости к соединению; остаток части не повлиян на. В виду того что никакой непосредственный контакт с частью, никакая возможность для обрыва. Жизнь fixturing существенно увеличена потому что исключены проблемы должные к повторяющееся воздействие для того чтобы нагреть (как искажение и усталость металла). Это преимущество будет особенно важным с высокотемпературными паяя процессами. С эффективным дизайном катушки, осторожный fixturing и последовательное размещение части, возможно одновременно обеспечить жару в различных зонах такой же части.
• ЛУЧШИЕ КАЧЕСТВЕННЫЕ СОЕДИНЕНИЯ
Топление индукции производит чистые, течебезопасные соединения путем предотвращение заполнителя от пропускать в зоны что оно. Эта способность создать чистые и controllable соединения одна из причин что паять индукции используется обширно для высокоточного, применений высоко-надежности.
• УМЕНЬШЕННЫЕ ОКСИДАЦИЯ И ЧИСТКА
Топление пламени в нормальной атмосфере причиняет оксидацию, шкалирование и углерод строит вверх на частях. Очищают части, применения соединени-ослабляя потока и дорогие ванны кисловочной чистки традиционно необходимы, что. Печи вакуума серии разрешают эти проблемы, но имеют значительные ограничения их из-за их крупноразмерной, плохой эффективности и недостаток проверки качества. Паять с индукцией уменьшает и оксидацию и дорогие очищая требования, особенно когда использован быстрый крутой-вниз цикл.
• БЫСТРЫЕ НАГРЕВАЯ ЦИКЛЫ
Потому что цикл топления индукции очень короток по сравнению с пайкой с применением нагрева газовым пламенем, больше частей можно обрабатывать в том же самом количестве времени, и меньше жары выпущена к окружающей окружающей среде.
• ПОСЛЕДОВАТЕЛЬНЫЕ РЕЗУЛЬТАТЫ
Паять индукции очень repeatable процесс потому что переменные как время, температура, сплав, fixturing, и располагать части очень controllable. Внутреннее электропитание электропитания RF можно использовать к времени интервала между проверками, и контроль температуры можно выполнить с пирометрами, визуальными датчиками температуры или термопарами.

ТИПЫ ПАЯЮТ СОЕДИНЕНИЯ
Хотя большое разнообразие паяйте соединения для того чтобы одеть меняя часть и геометрия и функции собрания, больше всего паяют соединения изменения одного из 2 основных типов – простой прифуговки и соединения подола. Для того чтобы сформировать простую прифуговку, 2 куска металла расположены в край для того чтобы окаимиться, в сквозном расположении как показано на следовать изображении. Прочность скрепления зависит в значительной степени от количества поверхности выпуска облигаций, но как следует сформированная простая прифуговка будет сильна достаточно для того чтобы отвечать много потребностям применения. Установка относительно проста, и для некоторых применений, может быть преимуществом для того чтобы иметь последовательную толщину части на соединении.
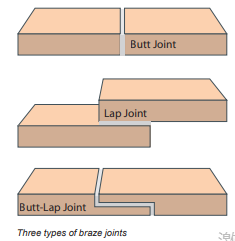 |
Для применений которые требуют более сильного скрепления, альтернативный тип соединения может быть предпочтителен. Соединения подола имеют более большую скрепляя поверхность потому что 2 металла перекрывают один другого. Поэтому более сильное скрепление произведено. Соединения подола имеют двойную толщину в совместной области, которая может быть прогнозируемой проблемой для применений где космос ограничен. Но для приспособлений трубопровода и подобных применений, это нет проблемы. Перекрывая природа голевых передач соединения подола фактически в располагать части для паять; особенно с трубчатыми частями, соединение будет само-поддерживающ потому что пригонки одной части в другое.
Преимущества обоих основных совместных типов совмещены в соединении батт-подола. Хотя этот тип соединения требует, что больше работы собирает, он имеет и одиночную толщину и максимальную прочность, и обычно само-поддерживает


Компания GY руководитель сегодня в продукции оборудования индукции как в отечественном, так и иностранных рынках. Если вы хотите покупать оборудование для металла твердея на умеренной цене, то самое лучшее купить продукты сразу от изготовителя, без переплачивать к посредникам.
Для того чтобы купить блок для металла твердея, цена для которого будет разумна, пожалуйста свяжитесь GY сразу, и скоро вы получите надежное и высокотехнологичное оборудование.
Компания также продает блоки индукции твердея различных емкостей которые изготовлены в соответствии с высококачественными стандартами.
Специалисты компании всегда осведомлены тенденций рынка, и рассматривают потребности и желания клиента как можно больше. Мы будем создать любой большинств сложное оборудование в соответствии с требованиями клиента, с самым коротким возможным временем. Продукты нашей компании последовательно высококачественны, надежност и стойкост.
Мы также обеспечиваем качественное обслуживание гарантии, и обслуживание пост-гарантии на взаимно полезных терминах.
![]()