July 14, 2023

Концепция вковки
Вковка включает свободную вковку, горячую объемную штамповку, штранг-прессование, завальцовку, холодную рубрику, холодный пробивать, свертывая расширение, и много других методов процесса, в дополнение к холодной рубрике, холодный пробивать на комнатной температуре, независимо от куя метода, будут хотеть ковать заготовку металла подогревая, для того чтобы сделать металл имеют хорошую пластичность, низкое сопротивление деформации. После ковать металл, организация более плотна, с более высокими механическими свойствами.
Общая температура топления заготовки вковки металла, в зависимости от температуры рекристаллизации металла. Температура ковать близко связана с природой металла. Стальная температура рекристаллизации ℃ около 460. 300-800 ℃ вообще известное как теплая вковка; стальная горячая вковка согласно разницам в сплавах вообще между ℃ 800-1200. Для алюминиевых и алюминиевых сплавов, общая куя температура ℃ около 400; медные и медные сплавы куя температуру ℃ 750-900; титан и сплавы титана куя температуру обычно выше чем ℃ 1000.
Оно идет без говорить что заготовки металла необходимо нагреть перед вковкой. Все могут сделать повышение температуры металла к куя требованиям к процесса теплового источника можно использовать, но выбору оборудования топления все еще нужно рассматривать экономику энергии, конструкции нагревая оборудования цены входного сигнала, возможности контролировать нагревая температуру, стабильность, для того чтобы соотвествовать охраны окружающей среды положил вперед.
Введение к топлению индукции
Топление индукции главным образом использовано в много полей как гасить промышленных частей металла, металл плавя, жара поверхности бара прорезывая, заварка инструмента, etc. оно сделать workpiece произвести некоторое количество наведенного потока внутренне для того чтобы сформировать вихревые токи, который быстро нагревает вверх по поверхности частей для того чтобы достигнуть влияния быстрого топления поверхности, или даже влияние проникания и плавить жары.
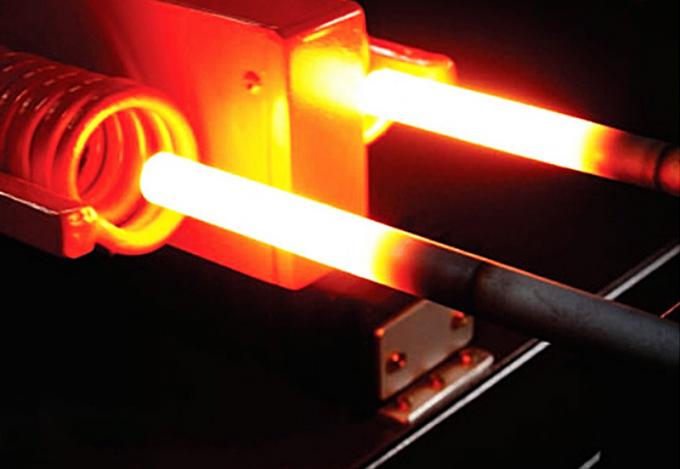
Основной принцип топления индукции положить workpiece на медную трубку сделанную индуктора, индуктор в некоторую частоту переменного тока, индуктор произведет переменное магнитное поле вокруг частоты этих же, поэтому workpiece произведет та же самую частоту течения индукции, течения в workpiece для того чтобы сформировать цепь, известную как вихревой ток. Этот вихревой ток может сделать электрическую энергию в тепловую энергию для того чтобы нагреть workpiece. Распределение вихревых токов в workpiece не равномерно, поверхностная плотность большая, и сердце плотности небольшое. Высокий частота течения в индуктор, концентрации вихревого тока поверхностного слоя растворителя, это явление вызвано влиянием кожи. Из-за влияния кожи так, что поверхность workpiece быстро будет нагрета, приложенного в куя проникании на нагревая частоте нужно быть основанным на размере заготовки для того чтобы определить, вообще для средней частоты, так, что поверхность и сердце разницы в температуры не будут слишком большие.
Главные компоненты оборудования топления
Оборудование индукции нагревая в куя продукции главным образом составлено следующих частей:
(1). Электропитание
Диапазон изменения частот 500HZ-35KHZ, включая промежуточную частоту, ультра-аудио. Высокочастотный, согласно размеру workpiece для выбора соотвествующей частоты, ряд силы электропитания 15-1000KW IGBT можно выбрать!
![]()
(2). Печь топления индукции
Печь топления индукции главным образом составлена катушек индукции ранит с медными трубками и загерметизированной высоко-температур-устойчивой структурой, ролью чего преобразовать электрическую энергию в жару для того чтобы греть заготовку (подгонянное согласно требованиям клиента).
![]()
(3). Контроли и операционные системы
Контроль и операционная система в куя продукции главным образом основаны на PLC плюс панель деятельности для того чтобы исполнить удар продукции. Умный и автоматизированный контроль для обеспечения высоких точности и эффективности продукции, обыкновенно используемые аксессуары показан ниже:
![]()
В этом быстром развитии индустриализации, высокая урожайность, и изделия высокого качества общая цель всех ориентированных на продукци предприятий. Время значит эффективность, качество определяет как далеко смогите пойти, и топление индукции со своими уникальными преимуществами в обрабатывающей промышленности термической обработки широко использовано. С развитием больше умного, миниатюризированного нагревая электропитания, в каждой индустрии термической обработки имеет большую значимость, как ковать, сваривать, гасить, отжиг, etc., с соответствуя механическими приспособлениями, смогите совершенно осуществить автоматизированную продукцию. С появлением новых технологий, я считаю, что будущее топления индукции также пойдет дальше.